【摘 要】圓、方坯
拋丸機是利用拋丸工藝清除圓鋼、方鋼等件表面氧化皮和鋼材因軋制而形成的表面鱗層。 拋丸機的4臺主拋頭電機原來(lái)采用接觸器星三角啟動(dòng)控制模式,在生產(chǎn)實(shí)踐過(guò)程中接觸器以及電機損壞頻繁故障率較高,更換電機比較費時(shí)費力,導致維修工作量很大增加了維護成本。 現改用變頻器替代原來(lái)的接觸器控制模式后,故障率減小,運行效率提高,電耗降低。
1、拋丸機簡(jiǎn)介:
1.1、機器用途和主要系統組成:
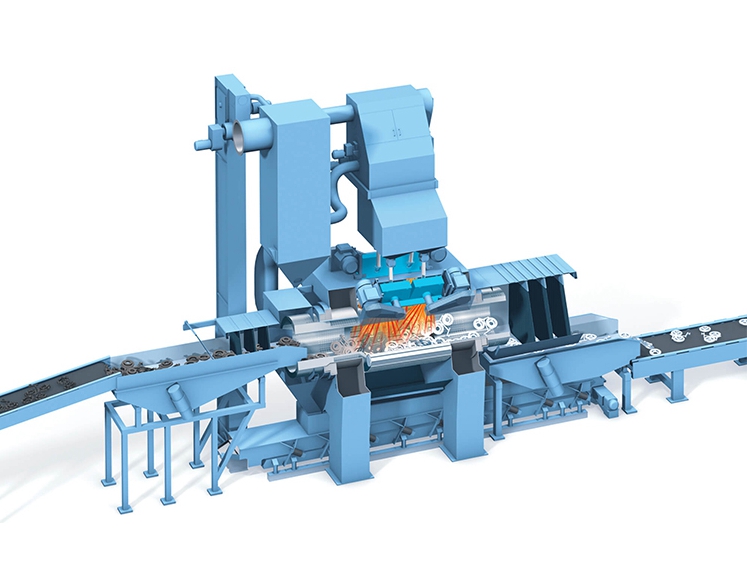
拋丸機是利用拋丸工藝清除圓鋼、方鋼等件表面氧化皮和鋼材因軋制而形成的表面鱗層。 圓鋼坯經(jīng)拋丸清理后其全部表面除銹標準達到 GB892 要求的 Sa 2.5 *,表面粗糙度達到的要求 Ra25 -50。 拋丸機由拋丸主機系統,拋丸室輥道輸送系統,加料裝置,卸料裝置,除塵系統,液壓控制系統,氣動(dòng)控制系統和電氣控制系統組成。
1.2 工作原理
1.2.1 工件清理順序
天車(chē)卸料→方鋼分料和圓鋼攤料→步移加料→前輥道輸送→拋丸清理→后輥道輸送 →步移卸料→推集料→儲料→天車(chē)吊出。
1.2.2 彈丸循環(huán)順序
彈丸儲存→ 流量控制→拋丸清理工作→橫螺旋輸送→縱螺旋輸送→拋丸處理工件→斗式提升機垂直提升→丸渣
分離器→儲丸斗(再循環(huán))粉塵處理順序拋丸室粉塵→分離器粉塵→蝶閥風(fēng)量控制 →慣性沉降室→濾筒器→板式凈化器→排入大氣
1.2.4 工藝布置
根 據工件特點(diǎn),采用液壓加卸料、V 形輥道輸送、拋丸除銹、濾筒凈化除塵系統、液壓控制系統、氣動(dòng)控制系統、全自動(dòng)電控系統,使圓鋼達到自動(dòng)加料、自動(dòng)卸料及拋丸清理的要求。
2、拋丸機拋頭主電路分析與改進(jìn):
原廠(chǎng)設計拋頭啟動(dòng)控制方式采用星三角形。分析優(yōu)缺點(diǎn):
2.1 星三角起動(dòng)法適用于正常運行時(shí)繞組為三角形聯(lián)接的電動(dòng)機,電動(dòng)機的三相繞組的六個(gè)出線(xiàn)端都要引出,并接到轉換開(kāi)關(guān)上。 起動(dòng)時(shí),將正常運行時(shí)三角形接法的定子繞組改接為星形聯(lián)接,起動(dòng)結束后再換為三角形連接。 轉換延時(shí)由 PLC 內程序設置。 一般說(shuō)來(lái),不需要添置啟動(dòng)設備,有啟動(dòng)開(kāi)關(guān)或交流接觸器等控制設備就可以實(shí)現。
2.2 在實(shí)際生產(chǎn)中,拋丸機的拋頭電機由于頻繁啟停,接觸器動(dòng)作頻繁,主觸點(diǎn)容易拉弧損壞,需要經(jīng)常更換。 而且由于一些機械故障的原因經(jīng)常導致電機堵轉過(guò)載等情況,電機電流突然增大電機絕緣容易損壞,經(jīng)常出現電機絕緣燒毀故障。 使用的電機額定功率 37kW、額定頻率 50Hz、額定轉速 2950r/min,由于彈丸拋射出來(lái)的力和加速度受電機的轉速控制,電機一直在額定轉速下高速運行導致拋丸器的內部耐磨件磨損較快,需經(jīng)常更換無(wú)形之中也加大了維修成本。
3、變頻器改造方案:
3.1、變頻器原理:
變頻器(Variable-frequency Drive,VFD)是應用變頻技術(shù)與微電子技術(shù),通過(guò)改變電機工作電源頻率方式來(lái)控制交流電動(dòng)機的電力控制設備。 變頻器主要采用交—直—交方式 (VVVF 變頻或矢量控制變頻),先把工頻交流電源通過(guò)整流器轉換成直流電源,然后再將直流電源轉換成頻率、電壓均可控制的交流電源以供給電動(dòng)機。 變頻器主要由整流(交流變直流)、濾波、再次整流(直流變交流)、制動(dòng)單元、驅動(dòng)單元、檢測單元微處理單元等組成的。
3.2變頻器通訊控制的特點(diǎn)
控 制回路采用變頻器與 PLC 通過(guò) PROFIBUS-DP 網(wǎng)絡(luò )進(jìn)行通訊控制,此種控制具有故障率低、抗干擾性好、可靠性高、運行穩定等優(yōu)點(diǎn);PROFIBUS-DP 總線(xiàn)控制, 還可節省大量的控制電纜及安裝費用,安裝簡(jiǎn)單,維護方便。 系統硬件配置如圖 1。
系統硬件配置圖1
3.3 具體改造步驟
3.3.1 在主電路中將原有的接觸器拆除;
3.3.2 安裝交流輸入電抗器(其作用改善變頻器輸入功率因素、減少輸入電流諧波、消除電源相間電壓不平衡引起的電流不平衡、抑制電源浪涌);
3.3.3 安裝變頻器(輸入側與輸出側接線(xiàn)不能接反);
3.3.4 安裝交流輸出電抗器(其作用減少變頻器輸出諧波、抑制變頻器產(chǎn)生的無(wú)線(xiàn)電干擾、減少輸出側的共模干擾和電機軸承電流);
3.3.5 連接 profibus-DP 通訊模塊。
4、原設計拋頭電流:
原來(lái)的拋頭電流是通過(guò)電器柜內電流互感器與操作臺上的電流表連接顯示,互感器型號:42L6 150/5,電流表型號:BH0.66 150/5,但在實(shí)際作業(yè)中由于電氣柜與現場(chǎng)操作臺有一定距離,電流表上顯示的電流與實(shí)際值相比存在一定誤差,數值不準確,給操作人員查看電流以及添加拋丸彈丸帶來(lái)不便。
現 通過(guò)觸摸屏與 PLC 通訊直接將相應的參數顯示在觸摸屏上。能準確顯示拋丸電流。 解決了接觸器控制的電流顯示誤差問(wèn)題。 相應的增加了電機電流過(guò)高報警畫(huà)面進(jìn)行提示,保證了設備的穩定運行。
5、改用變頻器后的好處:
5.1 拋丸機拋頭變頻器采用 V/F 模式,控制方式靈活多變。 啟動(dòng)轉矩大,啟動(dòng)平緩,在改變電壓的同時(shí)也改變頻率,實(shí)現無(wú)極調速,所以對電網(wǎng)幾乎沒(méi)什么影響。 另外,變頻器自帶各種保護:短路、缺相、過(guò)流、過(guò)載、欠流、過(guò)壓、欠壓、超頻、特低頻(此時(shí)電流很大)等等,而且變頻器自己實(shí)時(shí)顯示相關(guān)的電參量,做到實(shí)時(shí)監視。
5.2 在實(shí)際操作中,變頻器可根據丸閘開(kāi)啟程度的彈丸量和現場(chǎng)鋼坯材質(zhì)和拋丸要求情況調整電機頻率,確保設備完好的情況下也能滿(mǎn)足生產(chǎn)要求。 現生產(chǎn)現場(chǎng)變頻器頻率控制在 35Hz-40Hz 之間,達到了一定的節能效果。
5.3 變頻改造后設備運行故障率很低、提高了系統運行的穩定性、延長(cháng)了拋頭耐磨件的使用周期、降低了備件成本和維修工的工作量。
5.4 變頻器、 觸摸屏、PLC 通過(guò) PROFIBUS-DP 網(wǎng)絡(luò )傳輸數據可以在本地或遠程進(jìn)行控制、監測和參數設定。
6、結語(yǔ):
隨著(zhù)工業(yè)的發(fā)展,變頻器在工廠(chǎng)設備中的應用越來(lái)越廣泛,變頻調速以其優(yōu)異的調速和起制動(dòng)性能,高效率、高功率因數和節電效果,廣泛的適用范圍及其它許多優(yōu)點(diǎn)而被國內外公認為較有發(fā)展前途的調速方式。 變頻調速能從簡(jiǎn)單的手動(dòng)控制到基于 RS-485 網(wǎng)絡(luò )的多機控制,與計算機和 PLC 聯(lián)網(wǎng)組成復雜的控制系統。 這一技術(shù)正越來(lái)越廣泛的深入到行業(yè)中。 它的節能、省力、易于構成自控系統的顯著(zhù)優(yōu)勢應用變頻調速技術(shù)也是改造挖潛、增加效益的一條有效途徑。采用變頻調速裝置將使企業(yè)獲得巨大的經(jīng)濟利益。
家_拋丸清理機_吊鉤,通過(guò)式拋丸機-青島青工機械有限公司")

 魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號