表面強化拋丸機設計初探

2018-04-12

5618
摘 要:表面噴丸強化技術(shù)被廣泛應用于航空發(fā)動(dòng)機制造領(lǐng)域,噴丸強化工藝有氣動(dòng)和機械等丸粒加速的方式。本文介紹了用于航空發(fā)動(dòng)機零件表面強化
拋丸機的技術(shù)性能,分析了拋丸機的機械結構和工作原理。
主題詞:拋丸機;結構;鋼丸
中圖分類(lèi)號:TD611+.2 文獻標識碼:A
1 概述
1.1 設備功能
表面噴丸強化技術(shù)被廣泛應用于航空發(fā)動(dòng)機制造領(lǐng)域,噴丸強化工藝有氣動(dòng)和機械等丸粒加速的方式。本文介紹的拋丸機采用機械方式將一定直徑的鋼丸加速,使鋼丸高速打擊被強化零件,在零件表面產(chǎn)生塑性變形,達到提高零件疲勞強度的目的。
1.2 設備的技術(shù)性能
工作介質(zhì):鋼丸(φ0.3mm)
打擊速度:50m/s
彈丸流量:180kg/min
同時(shí)可加工零件數量:8
2 設備的結構及其工作原理
2.1 設備的工作原理
拋丸機通過(guò)旋轉葉輪將鋼丸加速到規定的速度,打擊待強化的零件表面,達到規定的強化值。工作過(guò)程為:利用壓縮空氣,通過(guò)吸料噴嘴將料斗中的鋼丸吸出,經(jīng)氣動(dòng)傳送裝置將鋼丸輸入鋼丸分選器,空氣和灰塵由通風(fēng)裝置排出,鋼丸則進(jìn)入高速旋轉的轉子被加速,達到預定打擊速度的鋼丸從噴口射向工件完成對零件表面的強化。工件被安裝在夾具上緩慢旋轉,使工件的各表面均被強化。
鋼丸打擊零件后經(jīng)倉壁阻擋返回到料斗中,再被吸出重復前述過(guò)程,達到工藝規定的強化時(shí)間后即完成一批工件的強化工作。
2.2 設備的總體結構
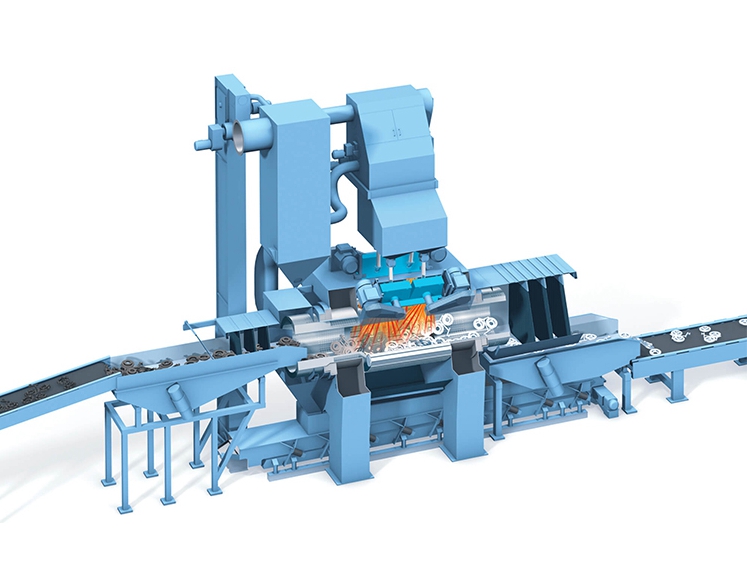
拋丸機由殼體、轉子、鋼丸輸送、鋼丸分選、動(dòng)力、控制等部分組成。殼體安裝在底座上,殼體內裝有轉子。殼體上部裝有鋼丸分選器、傳動(dòng)部分、鋼丸輸送裝置。控制柜固定在工作臺踏板上(見(jiàn)圖 1)。

圖 1 拋丸機
2.3 鋼丸分選器
鋼丸分選器(見(jiàn)圖 2)用于鋼丸的分選。分選器由外筒、內筒及螺旋通道組成。壓縮空氣和鋼丸混合流沿氣動(dòng)傳送裝置的輸送通道進(jìn)入鋼丸分選器,合格鋼丸因離心力的作用流向外筒并落到其底部。空氣沿內筒進(jìn)入通風(fēng)系統,不合格的鋼丸被分離出來(lái)。分選器底部設有濾網(wǎng)和錐形體,合格的鋼丸通過(guò)錐形體輸送到分選器出丸口。分選器外筒壁上設有觀(guān)察窗,用于觀(guān)察分選器中鋼丸的狀況,清除廢丸。

圖 2 鋼丸分選器
2.4 氣動(dòng)傳送裝置
氣動(dòng)傳送裝置用于把鋼彈丸從殼體中輸送到螺旋分選器中。其下部為噴嘴(見(jiàn)圖 3),上部為輸送管路。噴嘴通入壓縮空氣,產(chǎn)生的負壓將鋼丸吸入,壓縮空氣的流速應足以使鋼丸被輸送到一定高度,以完成鋼丸的輸送。

圖 3 噴嘴
2.5 轉子
轉子由電機帶動(dòng)旋轉。轉子的殼體上裝有葉片,鋼丸從轉子中心進(jìn)入葉片并被旋轉的葉片加速,在離心力及圓周運動(dòng)的共同的作用下,鋼丸從葉片外部的拋射口被拋出(見(jiàn)圖 4)。拋射速度 V 由拋射口旋轉線(xiàn)速度 V1與離心力作用下鋼丸的徑向速度 V2 合成(計算略)。拋射速度根據強化工藝需要調整。

圖 4 轉子葉片
2.6 空心軸
空心軸(見(jiàn)圖 5)用于帶動(dòng)被加工零件旋轉。空心軸由齒輪傳遞旋轉動(dòng)力,通過(guò)齒輪嚙合,工作時(shí)八個(gè)空心軸同時(shí)等速旋轉。空心軸上部設有端蓋,防止鋼丸外泄,端蓋下部裝有夾具,用于裝夾零件。空心軸下部設有機械密封及填料密封裝置,防止鋼丸進(jìn)入軸承。

圖 5 空心軸
結論
經(jīng)過(guò)試用,拋丸機各系統工作穩定可靠,設備技術(shù)指標滿(mǎn)足工藝需要。用拋丸機強化加工后的零件,疲勞強度大幅提高,達到預期設計效果。
參考文獻
[1]成大先.機械設計手冊[M].北京:化學(xué)工業(yè)出版社,2004.
[2]胡宗武等.非標準機械設備設計手冊[M].北京:機械工業(yè)出版社,2002.
家_拋丸清理機_吊鉤,通過(guò)式拋丸機-青島青工機械有限公司")

 魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號